精度:0-1-2-3
硬度:HT200-300
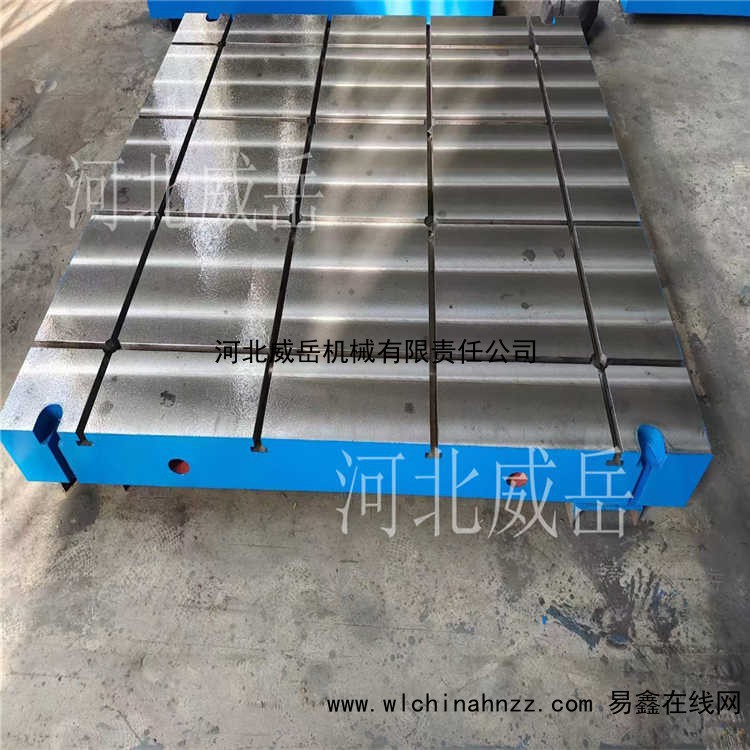
铸铁焊接平台用于焊接工作,如测量用的基准平面,机床机械的焊接测量,检查零件的尺寸精度、行位偏差,并作出划线,铸铁平台是机床、机械制造、电子生产等20多种行业不可缺少的产品。铸铁平台是划线、测量、铆焊、工装工艺不可以缺少的工作台,铸铁平台也可以做机械试验台等等。铸铁平台的承载是指铸铁平台单位面积承受的重量后,铸铁平台的变形挠度。为了便于理解,我们可以看作铸铁平台放好工件后,在不影响正常使用的情况下,铸铁平台所能够承受的压力。
铸铁焊接平台生产工艺流程及生产工序:
1、铸铁焊接平台生产工序要严格按照 执行,焊接采用《机械行业》/T7974-1999。
2、焊接一般分为铸铁平台毛坯焊接、机加工焊接和成品焊接两次,铸铁平台的毛坯主要焊接外观规格是否可以达到技术要求,和毛坯有没有内部问题。
3、铸铁平台的机械加工焊接主要是焊接铸铁平台有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等。
4、铸铁焊接平台的成品焊接主要是焊接铸铁平台的平面度和外观及其规格是否可以达到使用要求。
5、铸铁焊接平台生产工序一般要严格采用《机械行业》/T7974-2000加工和生产。
6、但是有时候还要因地制宜、因事制宜的设计。
7、在铸铁焊接平台的和企业及铸铁平台的使用要求有出入的时候,可以根据实际中对铸铁平台的需要进行特殊的设计。设计铸铁平台的理念要本着以低的成本达到好的使用,好的使用还要达到生产和使用双方都有互惠互利的原则。
铸铁平台常见铸造问题主要有如下几种情况:
1、气孔特征:铸件中的气孔是指在铸件内部,表面或接近表面处存在的大小不等的光滑孔洞。孔壁往往还带有化合色泽,由于气体的来源和形成原因不同,气孔的表现形式也各不相同,有侵入性气孔,析出性气孔,皮下气孔等。
2、侵入性气孔这种气孔的数量较少,尺寸较大,多产生在铸件外表面某些部位,呈梨形或圆球形。主要是由于铸型或砂芯产生的气体侵入金属液的未能逸出而造成。
关于上述问题的防止措施有以下几种:
1、控制型砂或芯砂中发气物质的含量,湿型砂的含水量不能过高,造型与修模时脱模剂和水用量不宜过多。
2、砂芯要烘干,烘干后的砂芯不宜存放太长时间,隔天使用的砂芯在使用前要回炉烘干,以防砂芯吸潮,不使用受潮、生锈的冷铁和芯撑等
3、改变型砂的透气性,选择合适的型空紧实度,合理安排出气眼位置以利排气,确保砂芯通气孔道通。
4、适当提高浇注温度,开排气孔和排气冒口等,以利于侵入金属液的气体上浮排出。
铸铁焊接平台使用注意事项:
1、如果铸铁焊接平台比较长时间不用,好涂上一层黄油,然后铺一层白纸。
2、好用木板制作的一个专用罩,不用时,用罩子将平台罩住,严禁水滴在铸铁平台上。
3、铸铁焊接平台使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止铸铁平台变形,虽然该产品有耐腐蚀性,也不可以把它存放在潮湿阴暗处,要定期铸铁平台面。http://www.chinaweiyue.com/
4、工作质量为了防止铸铁平台发生有害的变形,在发装铸铁平台时,要将支承支在主支点处。
5、支承时,尽量将铸铁平台的工作面调整到水平面内。
6、焊接完毕后,要把工件抬下来,不得长时间放在铸铁平台上。
7、使用完毕,要及时擦净铸铁焊接平台的工作面,然后涂上一层防锈油。
联系人 威岳机械谢女士15350773479